

3Dプリンタで文字を造形した時、文字が潰れてしまってうまく見えなくなってしまうケースも多いと思います。今回は、3Dプリンタで文字を形成する時のテクニックです。
目次
文字を書くときは凹文字と凸文字どちらが良いのか
樹脂成型など、実物にする製品のモデリングを行っていると、製品名やロゴ、意匠的な価値を高めるための装飾など文字の形成が必要になります。
モデリングで文字を立体的に表現する方法には、平面に対して文字を凹ませて表現する方法と、逆に文字を飛び出させて描く凸文字の2通りの表現があります。
一般的なプラスチック成型品では凸文字で文字を成型しています。これはコストの観点からも凸文字が採用されていますが、一番の理由は見やすさになります。
実際にモデリングと造形で実物を比較してみる
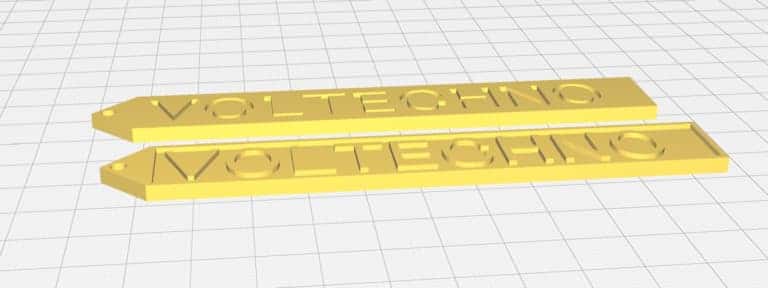
Fusion360でモデリングした凹文字と凸文字を比較してみます。文字にはゴシック体を使用しています。
写真は、スライサーのCURAでGcodeデータを生成している途中のキャプチャーです。この段階だと非常に理想的な状態でくっきりと文字の境界が現れているので、どちらも比較的判別しやすい状態となっています。
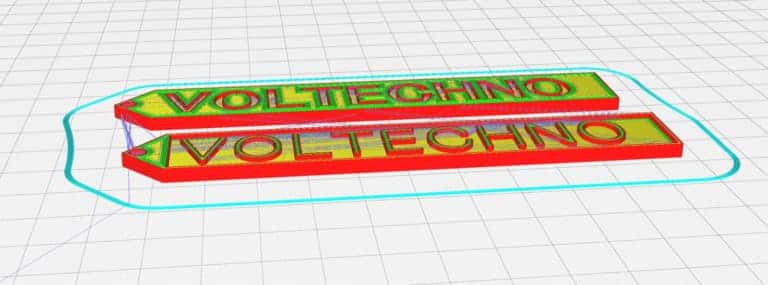

実際のノズルの動きにすると少しごちゃごちゃします。特に、凸文字はシェルのパターンが見えてしまうため、文字が判別しにくくなってしまいます。
造形した実物の比較
実際にモデリングしたネームバーを3Dプリンタで造形してみました。フィラメントはPLAの白色で、積層ピッチは0.1mm、ノズル径は0.4mmです。
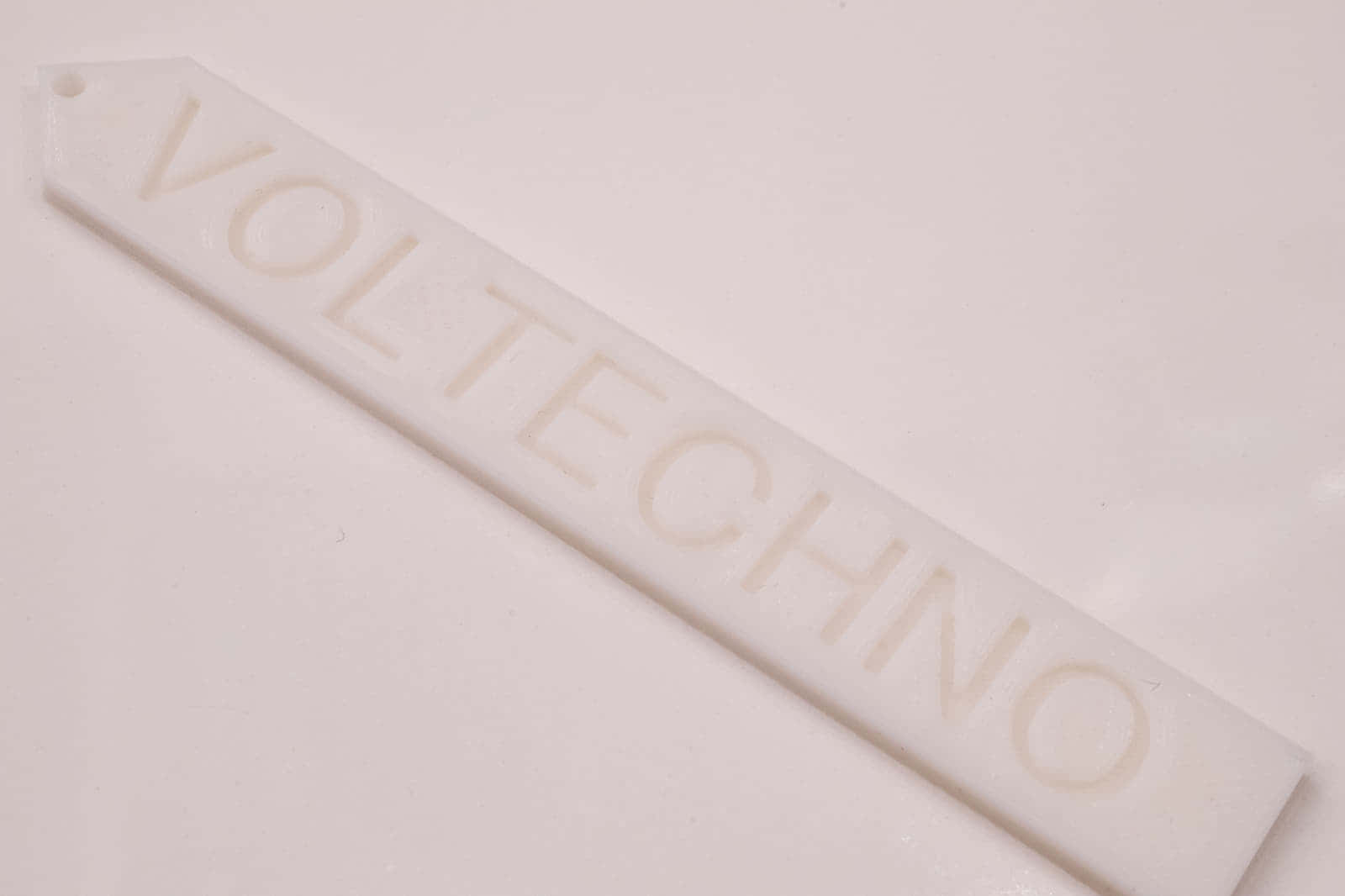
こちらは凹文字で造形したネームバー。写真では文字の判別は容易ですが、実際に見ると「C」や「O」などの囲まれた部分の文字のトップレイヤーの模様で文字が若干判別しにくくなっています。より小さい文字になると判別しにくくなりそうです

こちらは凸文字で造形したネームバー。よく見るプラスチック製品の文字印字はこちらです。文字の太さが一定なのでフィラメントの造形パターンも一定で判別は比較的しやすくなっています。
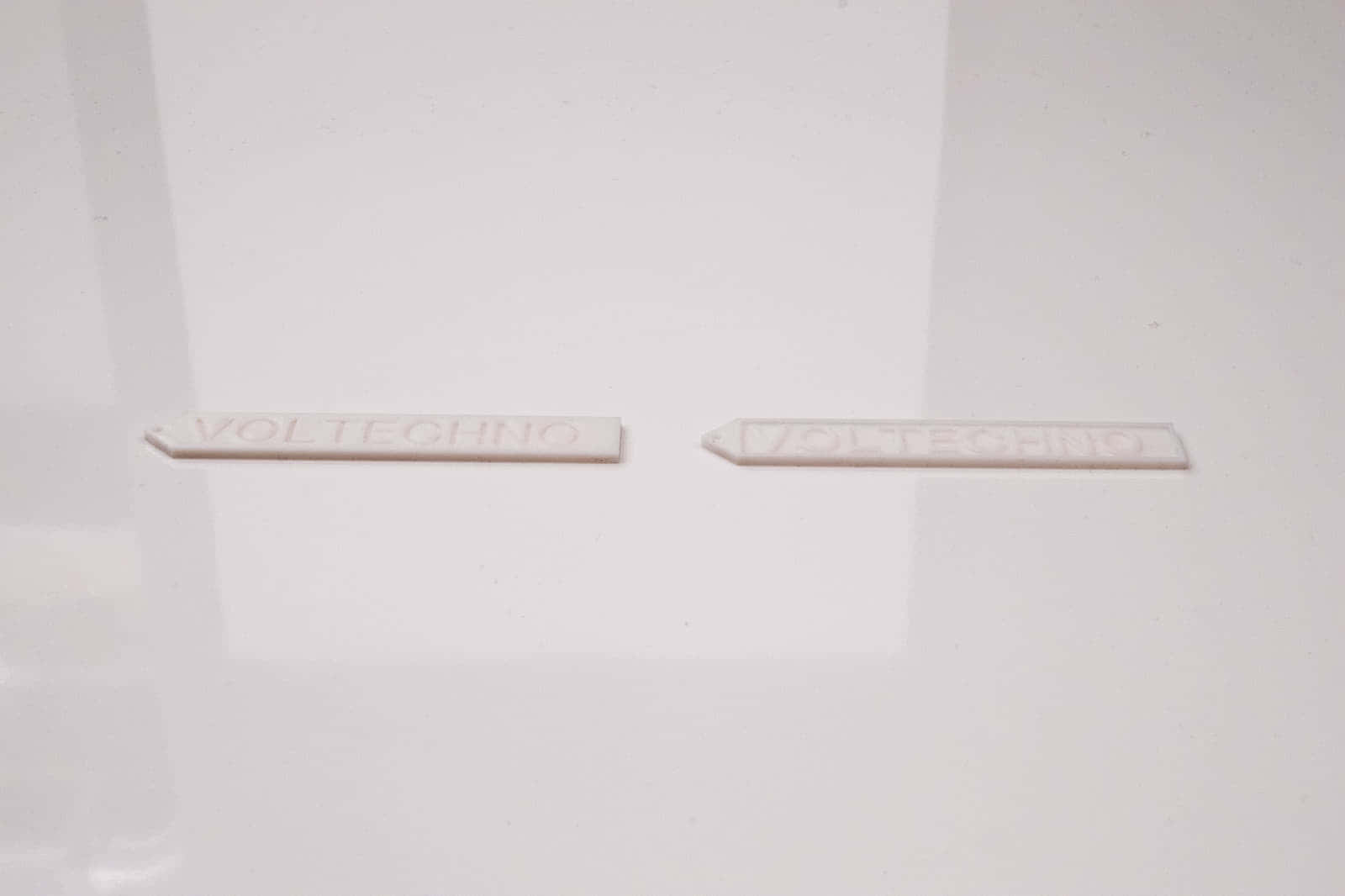
今回は造形条件が良かったので写真だと見え方にそこまで大きな差はありませんが、実物で比較すると凸文字の方が若干見やすい感じがします。もし、木質フィラメント等造形スピードで色が変わるフィラメントを使用した場合であれば、より顕著な差が発生するかもしれません。
凹文字で文字が判別し辛い状態になってしまった場合でも、文字に色を塗る「墨入れ」を行うことで劇的に見やすくなります。これは石材への印字で多用される表現方法です。
二次加工を行う場合の「文字潰れリスク軽減」として凸文字は有効
光造形や金型での射出成型の場合などでは、造形後の2次加工として磨きや塗装・シボ加工などの表面処理を行うケースもあります。このような場合、凹文字に2次加工を行うと文字の侵食や塗料の埋没が発生して読みづらくなるケースがあります。
このような問題が発生する場合には凸文字に変更して、座面を設けて文字が浮き出るようにモデリングすれば、文字が潰れてしまうリスクを軽減できます。
また、金型成型時の凸文字は、金型の文字の部分だけを削ればよいので凹文字に比べて加工コストを低くできます。 そのため、射出成型で文字を構成する場合にはコストの観点から凸文字で成形するのが一般的です。
その他、凸文字を使用するテクニック
全体の高さを変えたくない場合などでは、上記の出力例のように一度四角形の切り取りで座面を形成してから、文字を形成すると凸文字にすることができます。
3Dプリンタを使って凸文字を造形する時はノズル径の影響を受けてしまう点に注意が必要です。3Dプリンタは一般的に0.4mmのノズルを搭載しているため、文字の太さは最低でも0.4mmを超える太さを指定しなければなりません。フォントについてもゴシック体のような文字の太さが一定のフォントを選びます。明朝体の場合などでは細い場所がスライサーに反映されない場合があります。
また、実際にモデリングするときは文字の部分が剥がれない強度を確保するために、Line Count3(側面厚さ3本)分となる文字幅1.2mmは確保したいところです。











