

目次
造形の品質を上げるためにできること
3Dプリントの造形の品質を決める要素には様々なものがありますが、品質を左右する要素の1つである3Dデータから3Dプリンタの制御を行うソフト「スライサー」の適切な設定は欠かせません。
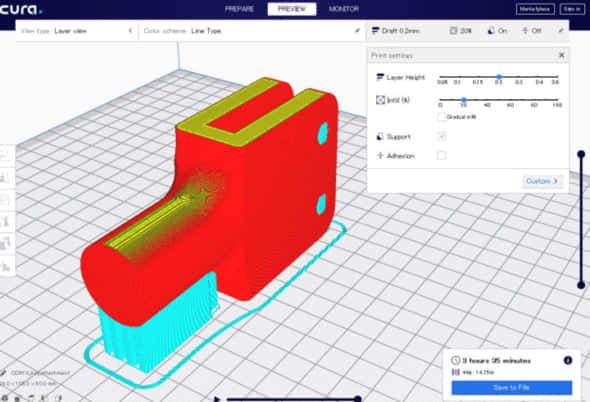
CuraはFDM方式の3Dプリンタを手掛けるUltimakerが配布するスライサーソフトです。Ultimaker純正の3Dプリンタの他様々な3Dプリンタに対応しています。
本記事で解説しているCuraはVer4.1です。Ver3がリリースされてから間も空かずVer4がリリースされましたが、インターフェース面は大きく変化しておらず、設定などはVer3と同じように変える事ができます。Ver4からは造形の逐次プレビューが行われなくなり、設定を変えるごとに手動で反映させなければなりません。
スライサーでは温度や速度、サポートの形状を設定する

スライサーでは、3D CADで作った3Dデータを3Dプリンタが造形できるようX, Y, Z, ノズルの4種のモーターの動きに連動したデータへの変換を行います。その中データの中には、座標情報の他にもモータの動作速度やノズルの温度制御、冷却ファンの動作、更にはサポートの生成まで様々なデータが内包されます。
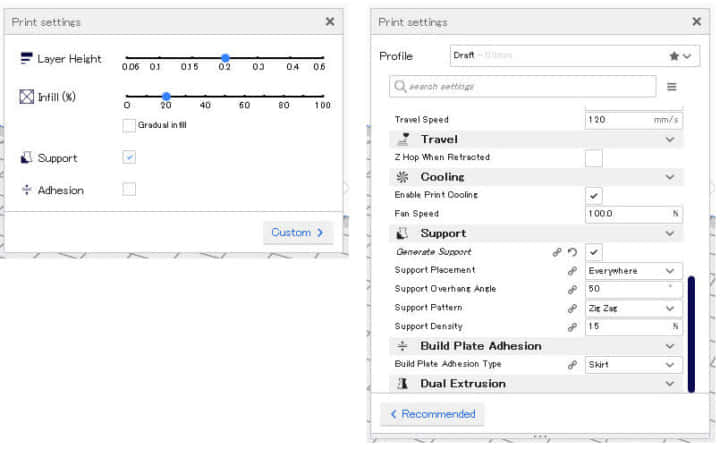
必要となるのは、造形状況に応じた様々な造形設定の指定です。
使用するフィラメントの材質に合わせてノズルの温度を変えるのはもちろんの事、用途に合わせた強度の設定や形状に合わせたサポートの設定など、数多くの指定しなければならない項目があります。
Quality 造形品質
造形物の積層ピッチを決定する項目です。Z軸方向の設定項目と考えるとわかりやすいです。
造形品の外観と積層時間に大きく影響します。
Layer Height 積層ピッチ

積層ピッチが細かい方が精密に造形でき、FDM方式特有の模様が目立たなくなる。
FDM方式の3Dプリンタのスペックで最もアピールされるのが積層ピッチです。
Layer Heightは積層Z方向の1層当たりの高さを設定します。3Dプリンタ造形の外観の綺麗さを決定づけるのは積層の細かさで、この値を細かくするほど綺麗な造形が可能となります。
この値を細かくすると積層数が増えるために造形時間も伸びます。また値の最小細かさは3Dプリンタのハードウェア的な制約を受けるため、3Dプリンタのスペックを確認して最小積層厚さの確認が必要となります。
Shell 強度
造形品の外側の厚みを設定するパラメーターです。見た目は変わりませんが、造形品の重量や強度を変化させることができます。
Wall Thickness 側面造形厚み

側面の造形厚みを厚くすると強度を増すことができる。
造形品のXY方向、側面の厚みを設定できるパラメーターです。この値は3Dプリンタのノズル径の影響を受けます。ノズル系が0.4mmの場合は0.4mmの倍数で指定します。レイヤー数で指定も可能です
側面厚みを増やすことで、Rが大きい形状でも剛性を確保する事ができます。
ABSなどの柔らかい樹脂で造形する場合、造形品の強度が足りずに熱収縮による積層剥がれを起こしやすくなるので、側面厚みを増やして強度を上げて対応するのが有効です
Top/Tottom Thickness 上面・底面厚み

造形品のZ方向、上面と底面の厚みを設定できるパラメーターです。この値は「Layer Height」の倍数の制限を受けるので、CADモデリングの時点で寸法を考慮する必要があります。
底面の接触面積が広くヒートベッドから造形品を剥がす時に破損させてしまう場合などは、底面厚みを増やすことで破損を防止することができます。
ABS等の熱収縮の影響が大きい樹脂では反りが大きくなるため注意が必要になります。
Infill 内部の充填
造形品の内部の処理を決定する項目です。重量や強度に影響します。
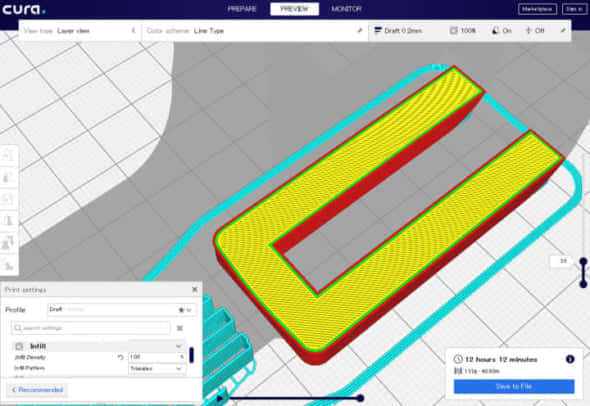
Infill Density 充填密度
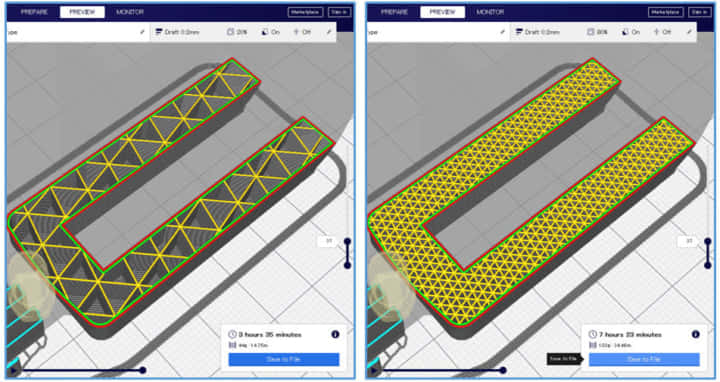

造形品内部の充電量を設定するパラメーターです。この値を大きくすれば造形品の重量は上がりますが、強度を決めるパラメータとしては先述のSide Thicknessもあるので、造形の形状や用途を考慮してどちらを重視するか決定します。
Infill Densityは上部分の造形サポートも兼ねるので、上部が平面形状の場合などは造形中に変形しないよう密度を上げる必要があります。

Material 温度
フィラメントやプレートの温度を決定するパラメーターです。造形品質に影響します。使用するフィラメントの指定温度を基準にして温度を決定します。
フィラメントは同じ材質でもメーカーや保管環境によって状態が変化するので、造形が安定しない場合はこの値を調整しながら何度か造形を行い最適な値を決定します。
Printing Temperature ノズル温度
フィラメントの押し出しを行うノズル部分の温度を設定するパラメーターです。
フィラメントの外箱やリールには造形温度が記載されているので、その温度を基準に外気温などを考慮しながら値を設定します。
Build Plate Tmperature ヒートベッド温度
ヒートベッド対応3Dプリンタの場合、この設定項目が有効になります。
ヒートベッドを熱することで、造形終了後の熱収縮を利用して造形物が綺麗に剥がれるようになります。
ABSフィラメント造形を行う場合は、造形中の環境温度自体を高くする必要があります。ヒートベッドの加熱だけではABS造形は不可能なので、断熱材などで3Dプリンタを囲んで造形中の環境温度を上げるなど、造形中の環境温度を上げる対応を取る必要があります。
Speed 造形速度
ノズルやテーブルの移動速度を決定するパラメーターです。
造形部位に応じて細かく設定する事が可能ですが、基本的にはPrint Speedの指定を行うだけで自動的に最適な値に設定してくれます。
Print Speed 造形速度
造形のスピードを指定するパラメーターです。この値が基準となって子パラメータの「Infil Speed」「Wall Speed」「Top/Bottom Speed」など各種パラメーターが自動で決定されます。
この値を大きくすれば造形時間も短くなりますが、あまりに早くすると同期ずれや造形物の破損などが発生する可能性が高くなります。
Travel Speed 移動速度
フィラメントを押し出していない時の速度速度を指定するパラメーターです。
この値は3Dプリンタの移動速度の最高値に自動設定されますが、設定によってはモーターの共振などを発生させる場合があります。動作時の音が気になる場合などは初期設定から1~2割低くすると静かになります。
Support サポート
造形品の変形を防止する支えとなるサポートの生成に関する項目です。下から造形を行うFDM方式では、支えとなる部分がない場合にサポートの生成が必須となります。
Generate Support サポート生成

サポートの生成の有無を決定するパラメーターです。この項目を有効にするとサポートオプションが有効になります。
口の狭い箱のような形状を造形する場合、生成したサポート材が取り外せなくなる場合があります。この場合はスライサーなどでは対応できないので、3Dモデル自体の形状変更や分割構造などに変更する必要があります。
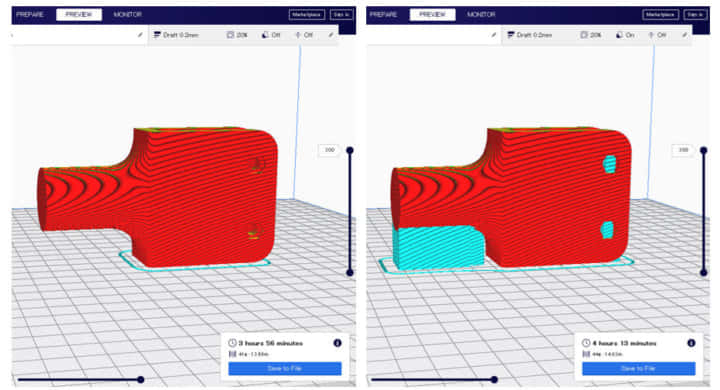
Support Overhang Angle サポート角度

造形形状やフィラメントの種類によってこの値を変化させる。
造形物に対して、サポートを生成し始めるオーバーハング角を決定する設定です。
柔らかいABSフィラメントや金属フィラー入りの重いフィラメントは変形しやすいので、直角に近い角度でもサポートを生成するよう調整します。
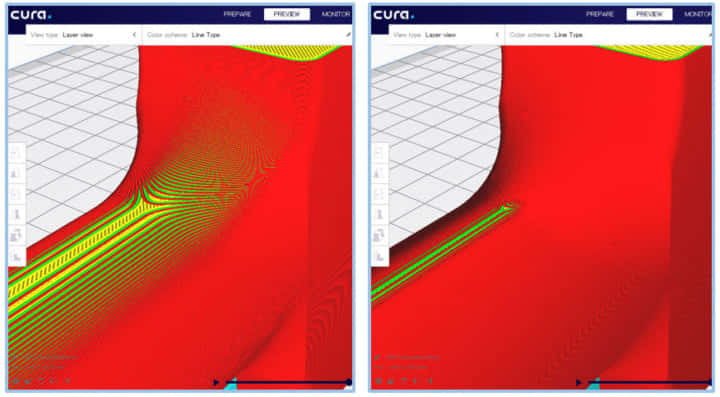
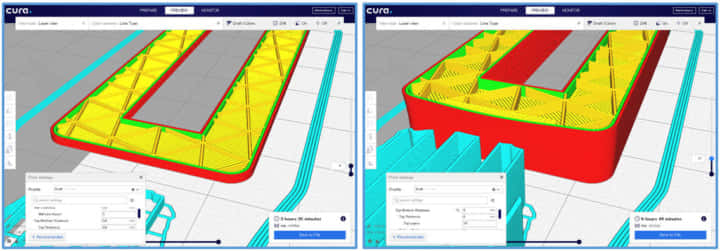
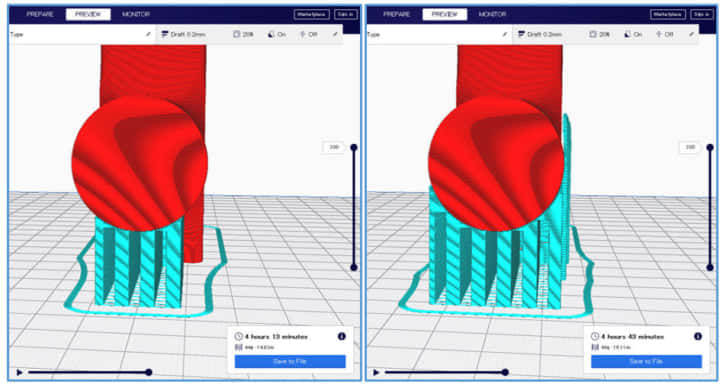
Support Patternサポートパターン
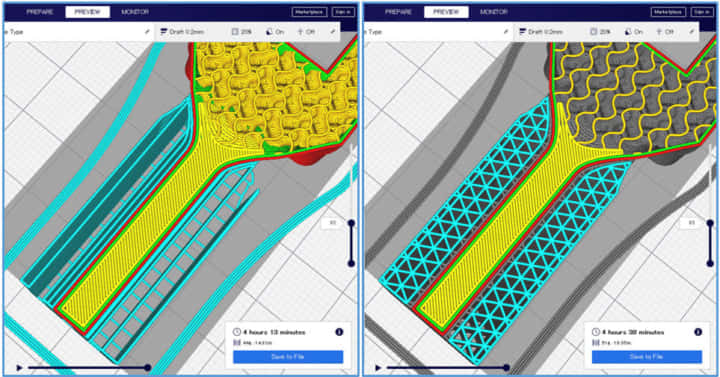

左のサポート形状では造形方向とサポートの形が一致してしまい、うまく造形品を支える事ができなくなる。この場合はサポートパターンを変更して広い範囲を分散して支えられる形状にする。
造形物を支えるサポートのパターン形状を決定します。
サポートパターンによってはサポートに重量が集中し、サポートと造形品の剥離が困難になる場合もあるので、形状に応じてサポートパターンを変更して均一に負荷がかかるパターンに変更します。


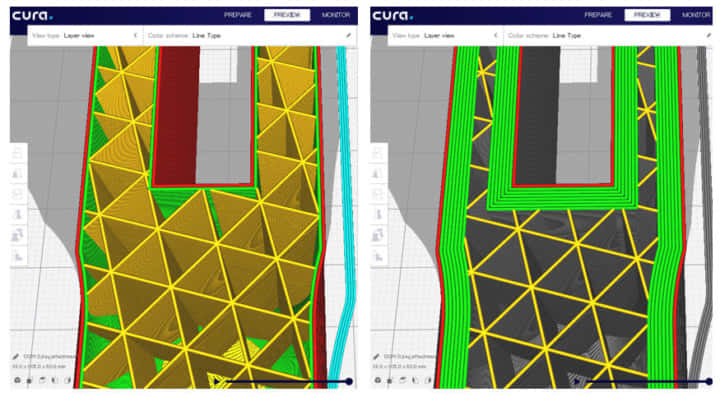
Support Density サポート密度
造形物を支えるサポートの密度を決定するパラメーターです。
上のサポートパターンと同じく、大きなサイズの造形を行う場合にサポート密度が低いと、造形中に変形したり、サポートがめり込んで剥離が困難になる場合があるので、密度を上げてサポートの強度を上げて対応します。
上記のSupport Patternと合わせてこの値を決定します。
スライサーの設定次第で3Dプリンタはもっと綺麗に造形できる
Curaには数多くの設定項目があり、設定の中にはサポートのプリム設定や枝形状のサポートなど、より高度な設定項目もあります。
今回紹介した設定項目はCuraの中の基本的なごく一部のパラメーターに過ぎませんが、これだけでも造形品質を向上や造形速度の増加、騒音の低減など様々な所に影響します。
3Dプリンタに限らず樹脂成型は様々な要素が重なり合う複雑な成形工程です。CADモデリングや3Dプリンタのスペックだけではなく、スライサーの設定も3Dプリンタ独特の重要な工程として設定を覚えておく必要があるでしょう。











