
3DプリンタでABSを造形すると、樹脂の特性から大きく歪んでしまう場合があります。綺麗に造形する方法として、造形環境温度を上げ、アニール処理に近い温度で歪みを低減させながら造形を行うと造形中に発生する歪みの影響を最小限に抑えることができます。
目次
ABSフィラメントの造形は大きく変形する
3Dプリンタでさまざまな材料を使うことが出来ますが、その中でもPLAフィラメントやABSフィラメントが代表的です。3Dプリンタに初めから付属しているフィラメントはPLAのものが多く、「なんだ、3Dプリンタの造形は変形するって聞くけどそうでもないじゃん」って感じた人も多いと思います。
付属していたPLAフィラメントをすべて使い終わった後、新しく購入したABSフィラメントの造形に挑戦してみたら、造形物の変形に頭を悩ませてしまった方も多いでしょう。
ABSフィラメントの造形はとにかく反りやすいため、変形をどのように抑えて造形するかがポイントです。
ABS造形が反ってしまう原因


ABS樹脂は機械的性質のバランスが良く、汎用性で優れた特性を持っています。そのため、身の回りのプラスチック製品はほとんどがABS樹脂を使っています。
ABSでの造形が変形してしまう原因は、ABS樹脂そのものの物性にあります。
樹脂素材として優秀なABSでも3Dプリンタの造形では大きな欠点があります。ABSフィラメントは、収縮率が高く成型温度がPLAよりも高い特性を持つため、造形直後は正常な形をしていても造形後の冷却が進むと少しずつ樹脂が収縮し歪んでしまいます
このような歪みに対して、ヒートヘッドの密着力を強くして反りを防ぐ方法もありますが、大型造形を行っている場合では、造形の中間部分で割れてしまうことも多く、根本的な対策にはなりません。
では、ABSによる造形で変形を防ぐにはどうすればいいのでしょうか。
造形中の温度を上げれば収縮の影響は少なくなる

3Dプリンタを使ったABSの造形では、ヒートベッドを搭載した3Dプリンタの仕様が推奨されています。しかし、実際の造形ではヒートベッドを搭載していても、造形後の樹脂まで熱が伝わらず、ABS造形中に反りが発生してしまいます。
樹脂素材には樹脂が冷却する過程で生じる歪みを低減させる方式に「アニール処理」と呼ばれる方法があります。アニール処理とは、造形後に樹脂のガラス転移点より少し低い温度で熱処理する方法です。
ABSを綺麗に造形する方法として、造形環境温度を上げ、アニール処理に近い高い温度で歪みを低減させながら造形を行えば造形中に発生する歪みの影響を最小限に抑えることができます。ここでは環境温度と表現していますが、単に3Dプリンタ造形時の室温を上げれば良いと言うことです。
造形中の温度を上げる方法
ABS造形時の反りを減らす方法自体は簡単で、ヒートベッド・室温、この2つの温度を上げれば反りを減らすことができます。
造形環境温度はABS樹脂のガラス転移点(80~120℃)から約20~30℃低い温度にする必要があります。暖房を入れても3Dプリンタの置いてある部屋ごとサウナのような室温に上げることはなかなかできません。そこで、3Dプリンタから発生する熱を断熱材で囲って、造形中の熱が逃げないようにして造形環境温度が下がらないように工夫します。
3Dプリンタを断熱して温度を保つ
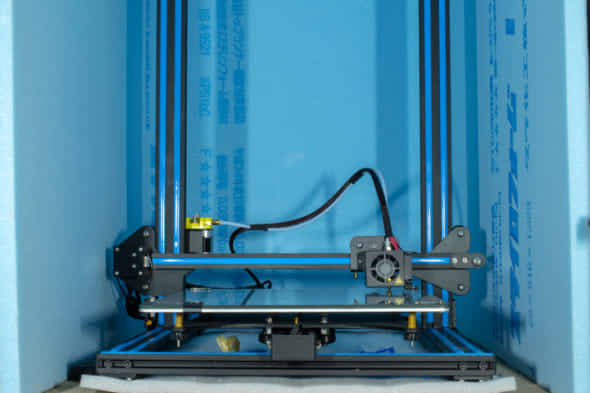

3Dプリンタを囲う断熱材は、発泡スチロールなどでも十分な効果がありますが、ヒートベッドの発熱量だけで十分な造形温度を維持するためには、建築資材として使われるスタイロフォームと呼ばれる断熱材が価格・入手性からおすすめです。
スタイロフォームはDIYの断熱材としても使われているので、ホームセンターなどでも購入することもできて入手性は十分です。スタイロフォームは70~80℃くらいまでの環境温度に対応していて、カッターなどで簡単に切断できるため非常にオススメです。
スタイロフォームは3Dプリンタを囲うように配置します。今回使用する3Dプリンタの3DP-20は造形部と制御回路をケーブルで接続する方式になっているので、制御部のみをスタイロフォームの外に出して熱破損しないように配慮します。一体型の3Dプリンタの場合は避けた方が良さそうです。
密閉前と密閉後のABS造形品の違い
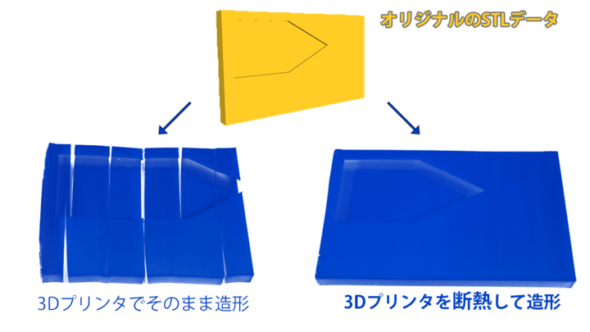

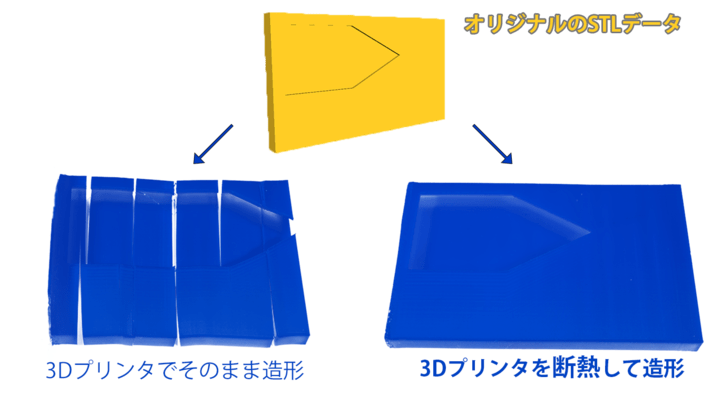
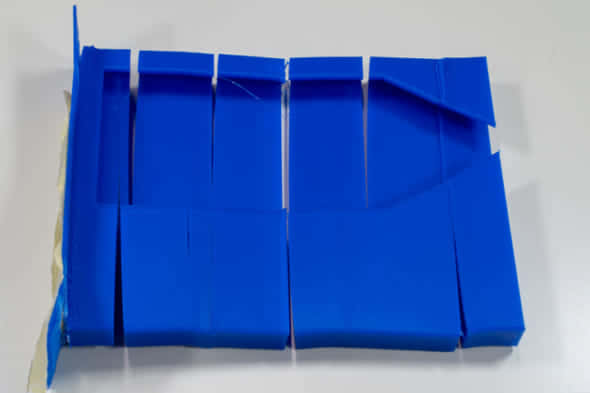
というわけで、さっそくスタイロフォームで断熱した3Dプリンタで造形を行ってみました。上の画像は、断熱せずそのまま造形したものと、断熱して造形した名刺ケースの比較図です。造形に使ったデータは同じです。
画像から見てもわかるように、反りが大幅に減少しており、中間部の割れも発生していません。断熱材で造形時の温度を高く維持する方法は、反りに対して一定の効果があることが確認できました。
ABSフィラメントで造形に3Dプリンタの密閉は必須


安価な開放タイプの3Dプリンタでも断熱材で囲うことで、安定したABSの造形ができることがわかりました。実際に造形するポイントは、ヒートベッドが設定温度に到達してからもそのまましばらく置いて、3Dプリンタ内の温度を十分高くしてから造形を始めると良いでしょう。
断熱材を使う注意点としては、開放タイプの3Dプリンタは密閉された高温の環境で部品の早期劣化を招いてしまう可能性があります。
最近の3Dプリンタは造形部が密閉されている3Dプリンタも多く、断熱材などで密閉する必要はない製品もあります。一方で、安価な開放タイプのプリンタはモーターやベルトなどは高温によって早期の寿命に至ってしまう可能性もあるので注意しましょう。
ヒートベッドとの密着性を上げるのもわすれずに

温度を上げるほかには、ヒートベッドと造形物の密着性を上げるのも効果的です。
ヒートベッドと造形物を密着させるのにはトンボのシワなしPITが有名で、これを予めガラス板に塗っておくことでフィラメントの食いつきが良くなり、反りやすい形状でもしっかりと密着させることができます。
この記事で使用したアイテム














