
電子工作を行っているのに、機械加工が必要になってしまうシーンは結構多いです。秋月電子などのパーツショップではトランジスタのサイズに合った専用ヒートシンクなどが販売されていますが、用途によってはより大きいヒートシンクを使ったり、アルミ板金のフィンを使用する必要があります。
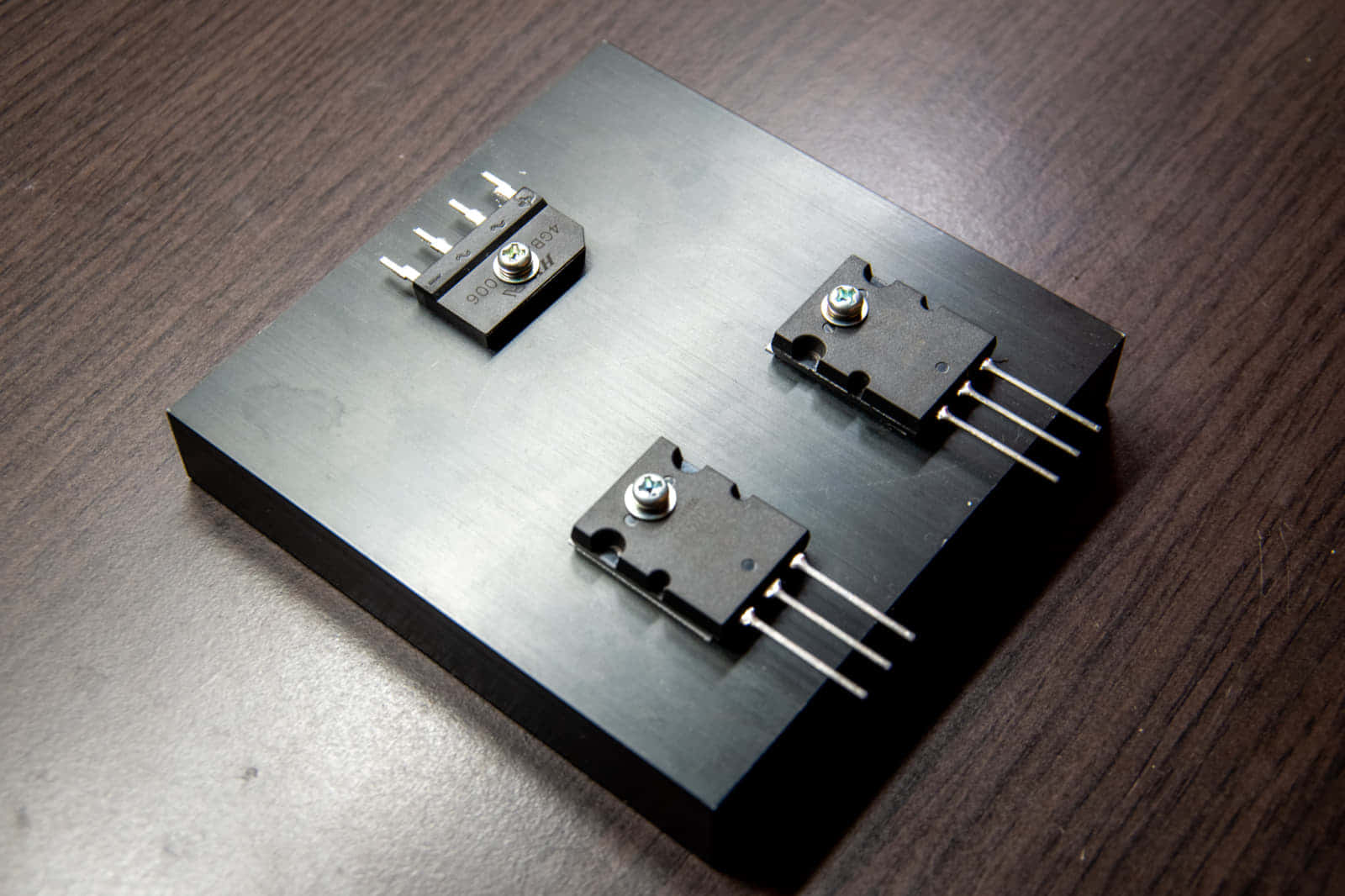
今回は、アルミフィンを穴あけして、トランジスタをねじ止めする方法について解説します。
目次
トランジスタの発熱量によっては穴あけ加工も必須

Buttonr ヒートシンク ヒートクーリングフィン 放熱板 アルミ二ウム 1個
電子工作の設計を行っていると、機械加工を行わなければならない場合もあります。
発熱量の大きいパワートランジスタを使用する場合には、大型のヒートシンクを使用しますが、市販の大型ヒートシンクは押し出した形状そのままで販売されているため、トランジスタなどの電子部品取り付けに場合には加工が必要になります。
他にも、実装スペースの制限や耐久性の観点から、アルミ板金を冷却フィンとして使用する場合もあります。この場合もトランジスタ固定する穴あけ加工を行わなければいけません。
ネジ山を切るかナットで固定するか
トランジスタの固定には様々な方法がありますが、一般的には小径のボルトを使ったねじ止め固定が採用されます。そのボルトの固定方法もヒートシンクにネジ山を切って直接ねじ止めするか、ナットを使って固定するかの2通りの方法があります。
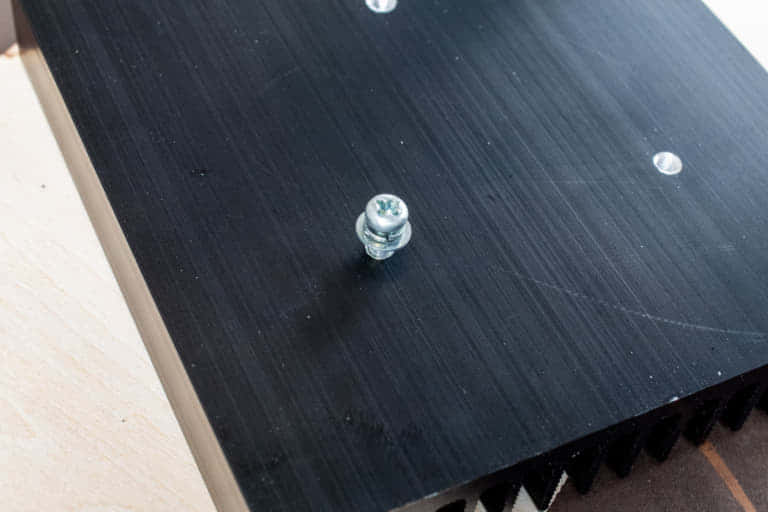
簡単な固定方法はナット止めですが、ヒートシンクは表面積を増やすためにフィン構造になっていて裏側にナットが装着できない場合も多いので、ネジ山を切る方法が採用される場合が多いようです。
特に、ナットは部品点数も増えねじ止めのためのレンチも必要となり作業工程も増えてしまうので、一般的にはヒートシンクの製造段階で済ませられるネジ山を切ってしまう方法が低コストになる事が多いようです。
「電動ドリル」「鉄工ドリルビット」「タップ」を用意

アルミは金属として柔らかくて加工性も高いので、最低限、電動ドリルと鉄工ドリルビットを用意すれば穴を空けられます。
トランジスタのねじ止めに使う穴径は小さく負荷も低いので、チャックアダプタを使えばインパクトドライバでも十分代用が可能です。
ちなみに、綺麗に真っすぐな穴あけが必要であるならば「ボール盤」を使った穴あけも検討します。
穴あけ場所を決めて、ドリルで穴あけ

穴を空ける位置が決まったら、センターポンチを使ってヒートシンクの穴を空ける場所に窪みを付けます。この窪みによってドリルが逃げにくくなり真っすぐ穴を空けられるようになります。
ただ、トランジスタを基板に実装しないのであれば、精密に位置決めを行う必要もないので、ペンでマーキングしてからそのままドリルで穴を空けてしまっても問題ありません。
穴あけの注意点としては、穴あけの場所の裏側にフィンに当たらないように事前に穴あけ位置を確認する必要があります。ドリル穴あけ時にフィンに接触してしまうと、ドリルが逃げて穴あけ方向も曲がってしまうので、ネジの取付穴自体も歪んでしまいます。

穴あけ後の”バリ取り”は必ず行う


穴を空けたら必ずバリ取りを行わないといけません。
穴の周辺にバリが残ってしまうと、トランジスタをねじ止めした部分にバリが挟まってトランジスタとヒートシンクの間に隙間が空いてしまい、放熱ができずトランジスタを破損させてしまいます。
バリ取り用の工具にはリーマーを使いますが、径の大きなドリルを装着してバリに少し触れるように削り取ってバリ取りを行う事もできます。

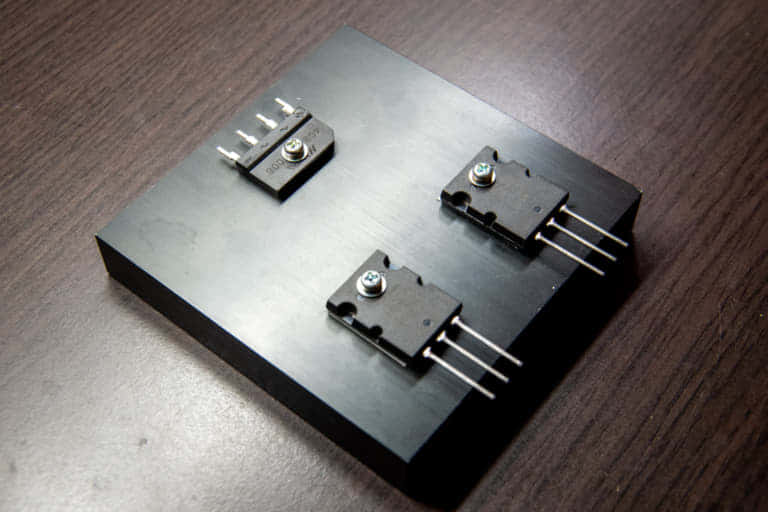
タップでネジ山を切る


穴を空けたらタップを使ってネジ山を作ります。
タップハンドルにネジ山を作りたいサイズのタップを取り付けて、慎重にタップハンドルを回転させながらネジ山を形成していきます。アルミは柔らかい金属なので、切削油なしでも特に問題はありません。
ネジ切り後にはタップにアルミクズが付着しているので、ブラシなどで除去してから保管します。


穴を多数空ける場合にはタップドリルも便利

【6本セット】タップドリルセット 面取りタップ ドリルタップ ネジ 切り 高速度鋼 六角軸 鉄工用 螺旋機用 M3 M4 M5 M6 M8 M10 多機能一体化 穴あけ ドリルビット
ヒートシンクのネジ切りには複数の道具が必要になりますが、これらの道具をまとめたビットに「タップドリル」があります。
このビット一本で穴あけからタッピング、バリ取りまでできてしまうので、何個も穴を空ける場合や量産などで作業効率を上げる道具として使用できます。











